 |
 |
 |
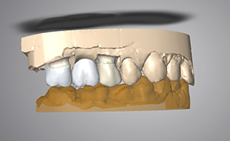
Après réalisation des étapes suivantes jusqu'au réglage du volume et du positionnement de la dent et ajustage des points de contacts d'occlusion
|
 |
 |
Le fichier est prêt à être envoyé au centre de production CAP via la plateforme DHS, le serveur FTP CAP ou par mail
|
 |
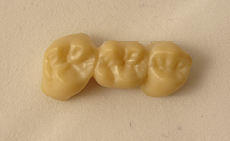
Après production via le procédé de fusion laser, les éléments sont grattés puis contrôlés avant envoi au laboratoire de prothèse
|
 |
 |
| Bon de commande |
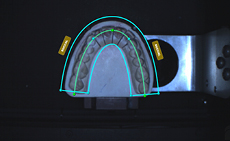
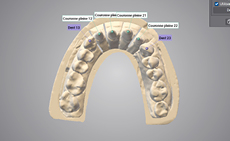
Numérisation maître modèle |
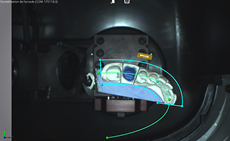
Positionnement préparation dans l’environnement |
Réglage du volume et de la position de la dent |
Ajustage points de contact de occlusion |
Envoi en au centre de production CAP via DHS | Bridge gratté | Contrôle de l’ajustage sur modèle et de l’occlusion |
 |
 |
 |
 |
Le fichier est prêt à être envoyé au centre de production CAP via la plateforme DHS, le serveur FTP CAP ou par mail
|
 |
Après production via la procédé d'usinage, les éléments sont contrôlés avant envoi au laboratoire de prothèse
|
 |
 |
 |
| Bon de commande |
Numérisation maitre modèle |
Bridge Full Emax positionnement préparation step |
Puis après avoir réalisé les étapes suivantes, bien vérifier la morphologie |
Envoi en production |
Bridge Full E-Max usiné |
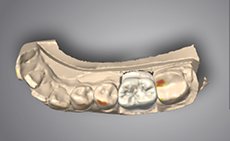
Contrôle de l’ajustage sur modèle |
 |
 |
Après avoir réalisé toutes les étapes suivantes de vérifications d'axes... jusqu'à la fusion de tous les éléments
|
 |
Le fichier est prêt à être envoyé au centre de production CAP via la plateforme DHS, le serveur FTP CAP
|
 |
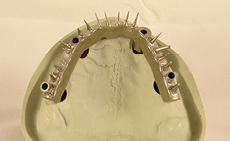
Après production via le procédé de fusion laser puis sintérisation, le châssis est gratté
|
 |
 |
| Bon de commande |
Numérisation maître modèle |
Fusion des éléments |
Expédition du partiel au centre de production | Enfin, le châssis est poli et fini puis expédié au laboratoire |
 |
 |
 |
 |
 |
 |
 |
| Bon de commande | Numérisation maître modèle | Positionnement de la préparation dans l’environnement | Puis après avoir réalisé les étapes suivantes, bien vérifier l'ajustage points de contact d'occlusion | Après production via le procédé d’usinage, les éléments sont contrôlés avant envoi au laboratoire de prothèse | Bridge usiné Zr |
contrôle de l’ajustage sur modèle |
|
|
|
 |
 |
 |
| Bon de commande |
Numérisation maître modèle |
Positionnement de la préparation dans l’environnement | Après réalisation des étapes suivantes jusqu’à l’ajustage points de contact d'occlusion | Le fichier est prêt à être envoyé au centre de production CAP via la plateforme DHS, le serveur FTP CAP ou par mail | Après production via le procédé d’usinage, l’élément est contrôlé avant envoi au laboratoire de prothèse |
|
|
|
|
|
 |
| Bon de commande | Numérisation maître modèle | Positionnement de la préparation dans l’environnement | Après réalisation des étapes suivantes jusqu’à l’ajustage points de contact d'occlusion |
Le fichier est prêt à être envoyé au centre de production CAP via la plateforme DHS, le serveur FTP CAP ou par mail | Après production via le procédé de fusion laser, l’élément est gratté puis contrôlé avant envoi au laboratoire de prothèse |
|
|
|
|
|
 |
 |
| Bon de commande | Numérisation maître modèle |
Positionnement de la préparation dans l’environnement |
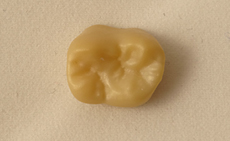
Après réalisation des étapes suivantes jusqu’à l’ajustage points de contact d'occlusion |
Le fichier est prêt à être envoyé au centre de production CAP via la plateforme DHS, le serveur FTP CAP ou par mail |
Après production via le procédé de fusion laser, l’élément est gratté puis contrôlé avant envoi au laboratoire de prothèse |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
| Armature Zircone | Armature Zircone |
Barre |
Bridge fusion laser longue portée |
Bridges fusion laser |
Bridge ZR stratifié Vita VM9, Empreinte Optique Care Stream, Design modèle et bridge avec Scanlab (dwos) | Full Zircone | Full Zircone | Facette en bouche | Facettes | Facettes | Inlay Core | Inlay Core |




|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|



|
Bienvenue sur notre site web
|
|
|
Bienvenue sur notre site web
|
|


